微电机转子在冲压件里面归于比较常见的一类。他们特点主要是产品的尺度要求比较高,除外径尺度要求一般外,其他的尺度公役均为比较精密的精度,需求选用精度高的的冲压模具,才干满意转子的尺度要求。冲压转子的模具设计一般有如下几种计划。
①一次冲压一个槽:运用冲压复合模冲出垫圈,然后再用冲槽模具一个一个的冲压出槽。
②一次冲压多个槽:先冲出垫圈毛坯,然后在一次冲压所有槽。
③接连模具:冲轴孔、冲槽(全部)、落料三工序接连冲压。
④复合模具:运用复合模具,将轴孔、槽形及外形一次性冲出来。
单槽冲模一般安装于出产电机的专用冲压设备――冲槽机上。冲模结构简单,简单制作,使用较广,适用于槽形大小共同的电机微电机转子零件定、转子片出产。槽形分度精度由冲槽机分度机构的精度保证。单槽冲模能够达IT9的分度精度。
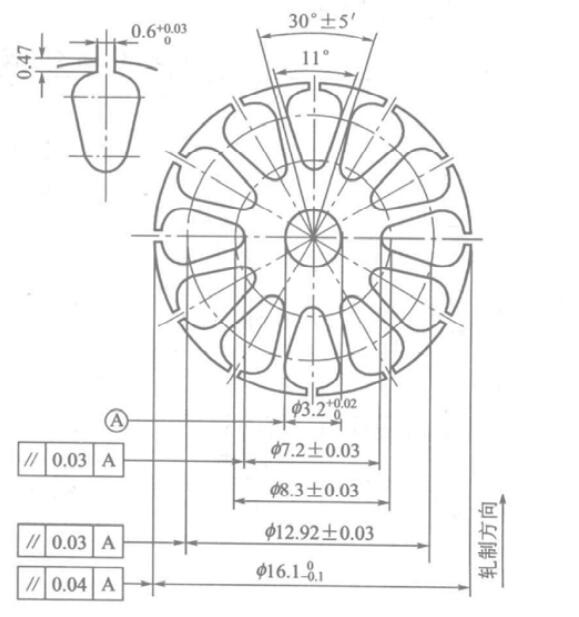
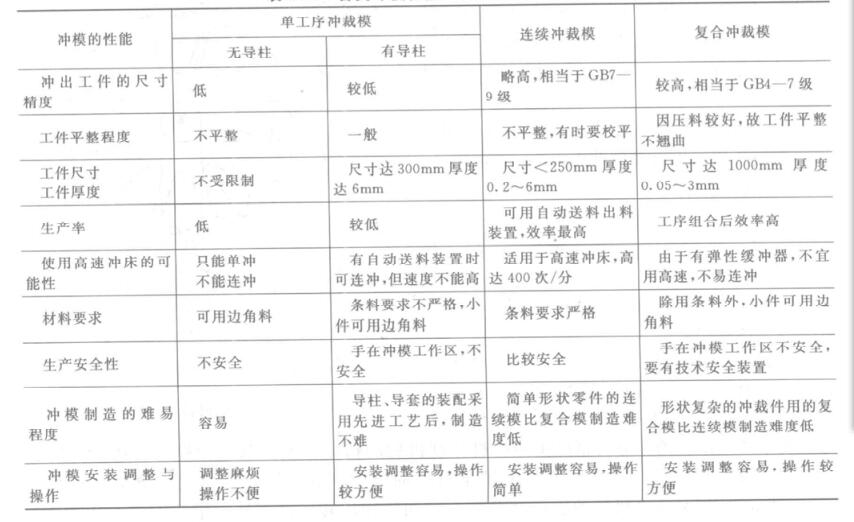
国内有的厂家选用经选配补偿轴承滚柱的分度盘和外圆定位结构,槽距精度高达士0.002mm。据某些电机厂的出产经历,上述四种冲压转子的办法,槽分度都可达到IT9的精度。 冲槽即冲孔。转子槽形中的三个同心圆,相当于槽形孔中心距,其公役参考各类冲压模具性能和运用情况可知,要满意高精度的孔中心距,需选用槽形孔一次一起冲出的高精度冲模。明显,逐槽冲的单槽模就受到限制不能选用,只能在所有槽形一次冲出的多槽模、接连模及复合模这三类冲模中选用适宜的一种。 产品上孔的不同轴度(分别为0.03~0. 04mm),可视为孔对外缘概括的偏移公役,由于都是按轴孔定位冲出的。这样高的精度,从各类冲压模具性能和运用情况可看出,只要选用高级精度的复合模才干满意(其公役为±0.015),其他型式冲模冲出的孔对外缘概括的偏移公役均大于产品要求的不同轴度。
所以我们能够得出结论,本产品的冲压工艺计划,选用复合模适宜,它能全面满意产品的各种尺度精度要求。 在剖析选用复合模的可能性时,除了冲模制作条件答应、经济上合理外,还要考虑冲模寿数。对冲模寿数影响较大的是凸凹模的最小壁厚,壁厚过小,强度不足,简单被产品胀裂,因而凸凹模壁厚不能小于最小极限值。凸凹模工作部分断面形状与产品共同,转子凹凸模最小壁厚在槽形开口处为0.47mm,而最小极限值为1.2t =0. 42mm,可见凸凹模最小壁厚大于允许的最小极限值,故凸凹模强度有保证,因而,选用复合模冲压的计划是可行的。
从上述工艺计划的剖析知,选用简单模还是选用接连模或复合模,是确定冲压工艺计划的重要内容。要正确选择冲压模的型式,就必需依据冲压件的出产批量的尺度大小、形状的复杂程度、尺度精度的高低、材料的厚薄、冲模制作条件和冲压设备条件等多方面考虑。
|
