V形和U形冲压件是咱们在冲压加工的过程中常常遇到的,这两种产品的冲压模具规划尽管简略,但是其实这里面也是大有学问的。下面咱们给我们分享一些V形和U形冲压件的模具规划图。
一,V形冲压件的模具规划
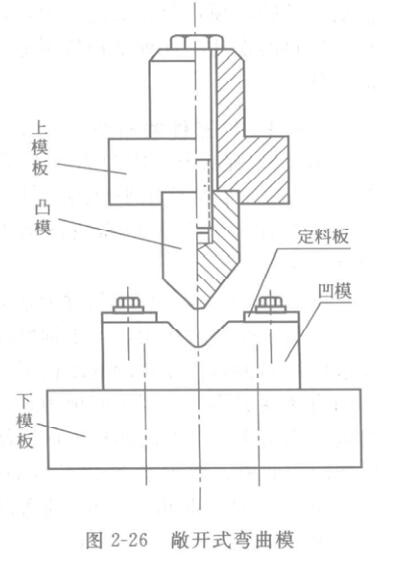
V形冲压件形状简略,能一次曲折成形。最简略的模具结构为敞开式(图2-26)制作便利,通用性强。但选用这种模具曲折时。板料简单滑动,使曲折件边长不易控制,影响工件精度。
为了避免板料滑动,进步V形冲压件的曲折精度,能够选用图2-27所示的带有压料设备的模具结构。

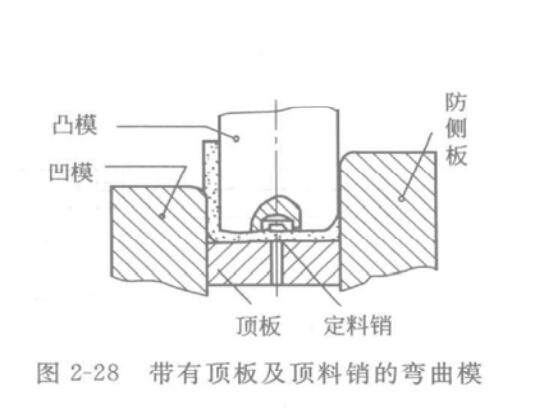
图2-28为另一结构方式的V形冲压件曲折模。因为有顶板及定料销,能够避免曲折时毛坯的滑动,能得到边长公役为±0.Imm的工件,这是其他型式的曲折模所达不到的。
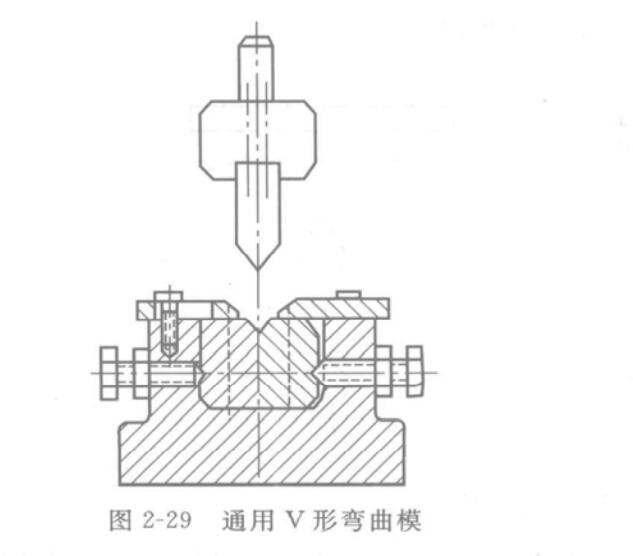
图2-29为通用V形冲压件曲折模,可曲折边长较短、宽度较大的多种曲折件,凹模由两块组成,它具有四个工作面,能够曲折多种角度,凸模按工件曲折角和圆角半径大小更换。
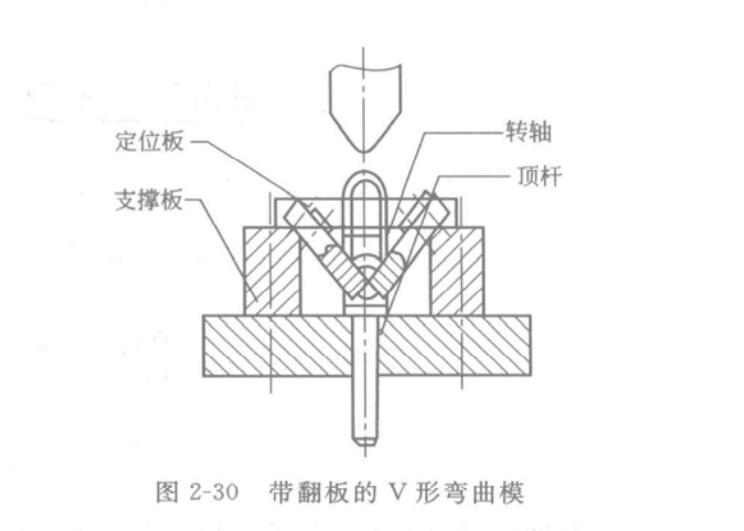
图2-30所示为具有翻板的V形冲压件曲折模,翻板可绕转轴回转,定位板固定在翻板上。曲折前,转轴由顶杆顶在最高位置,在曲折过程中材料两边一直和定位板触摸,避免了曲折过程中坯料的走动。这种结构特别适用于毛坯不易放平稳的带窄条的工件以及没有满足压料面的工件。
二,U形冲压件的模具规划
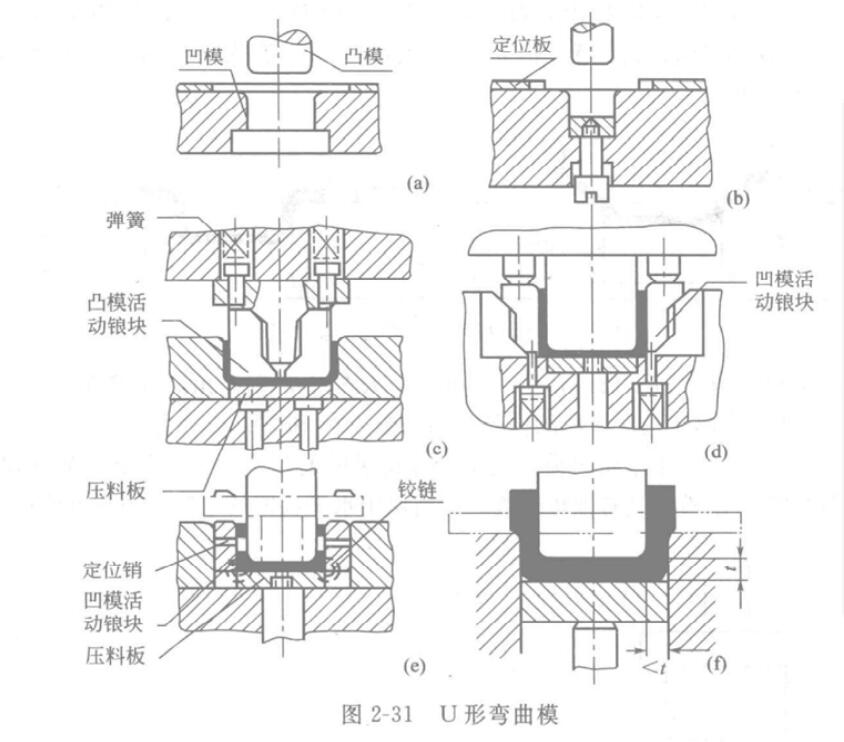
图2-31所示为一次曲折的U形冲压件曲折模。(a)用于底部不要求平坦的工件。图2-31(b)用于底部要求平坦的工件。图2-31(c)用于外侧尺度要求较高的工件(当毛坯厚度公役较大时),凸模两边做成活动锒块,因为绷簧的效果,可根据料厚主动调整凸模宽度尺度。
图2-31(d)用于肉侧尺度要求较高的工件(当毛坯厚度公役较大时),将凹模两边做成锒块,因为绷簧的效果,可根据料厚主动调整凹模宽度尺度。图2-31(e)用于工件两边的孔要求坚持同轴时,在两边的凹模活动锒块上有定料销供毛坯定位之用。凸模下行时,将毛坯和凹模活动锒块一同压人凹模中,这样就确保了两边孔的同轴。凸模上行时,活动凹模与压料板在绷簧效果下回来凹模上面。缺点是结构复杂,制作困难。图2-31(f)为工件两边壁厚变薄的曲折模,即用于Z冲压件。
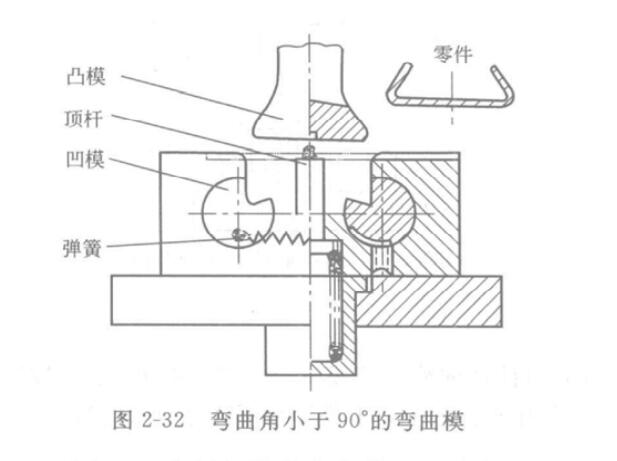
图2-32是曲折角小于904的曲折模,两边的活动凹模锒块可在圆腔内回转,当凸模上升后,绷簧使活动凹模锒块复位。
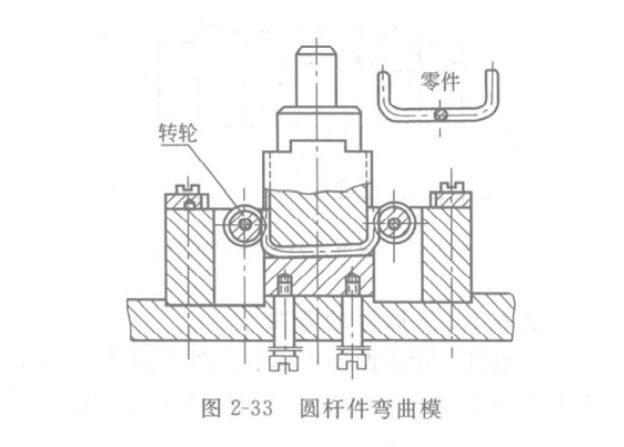
图2-33为圆杆件的曲折模,凹模做成转轮,为了使圆杆定位,凸模和凹模上均有圆槽,随着凸模的下降,转轮发生滚动,圆杆完成曲折。对于合金钢材料的U形冲压件曲折,为了小凹模圆角处的磨损,进步凹模使用寿命,也往往将凹模做成转轮式的。 |