厚板冲小孔一般是指在钢板上冲压直径小于料后的孔。厚板冲小孔相信是从事冲压职业的人都会遇到的问题,在实践出产操作中冲针开裂是最为常见和杰出的问题。呈现这种问题首先要确认有没有处理的必要性,榜首、假如小孔直径和料厚差距太大,比如在10mm厚的钢板上冲压2-3mm的小孔,那就没要研讨的必要性了。这样状况只能改动加工工艺,采用钻孔或者激光打孔等工艺,由于冲压工艺是很难实现的。第二、假如产品批量不大,产值很小,仅仅加工样品件,那也没有处理的必要,由于考虑冲压浪费时刻与精力,也是因小失大。只要产品批量大,工艺具有可操作性才需求花费人力物力去处理这一问题,创造效益最大化。
处理厚板冲小孔冲针开裂问题需求先分析冲针在那一工序发作的开裂。
一,在冲裁工序发作开裂。这一工序发作开裂的状况比较少,一般考虑冲针原料问题,厚板冲小孔一般要挑选质量原料比较好的冲针,SKD11原料的冲针硬度一般为HRC 56到58、DC53冲针硬度一般为HRC 59到60、SKH-9和SKH-55/SKH-51冲针硬度一般为HRC 60到62、钨钢的硬度为HRC 90。当然挑选冲针不是硬度越高越好,也要全盘考虑钢材原料、光洁度、温度等一系列的问题。
二,退料工序发作开裂。
大多数的冲针开裂都发作的退料工序上。处理办法一般冲3个方面着手处理:
1,凹凸模间隙的调整。
假如间隙太小, 在冲孔后材料发作回弹会将冲针夹紧, 乃至发作焊牢现象。这时强行退料冲针就会发作开裂,所以应在实践出产过程中,挑选并不调理适宜的间隙。
2,冲针以及凹模的粗糙度。
冲针表面粗糙度以及纹路方向在很大程度上影响着卸料力。横向纹路的冲针十分不利于卸料。下降冲针粗糙度能够明显的减小卸料力,维护冲针。
3,冲床的稳定性。
冲孔后,冲床开释压力,机身会也会呈现回弹,这一回弹性也会使冲针收到横向的力,发作弯曲乃至开裂。因而,挑选稳定性高的冲床页是处理厚板冲小孔冲针发作开裂的一种办法。
4,孔到产品边缘的间隔不能太近
孔到产品边缘的间隔太近,冲裁时会形成冲孔时材料向外涨出, 形成冲针四周受力不均,发作开裂。
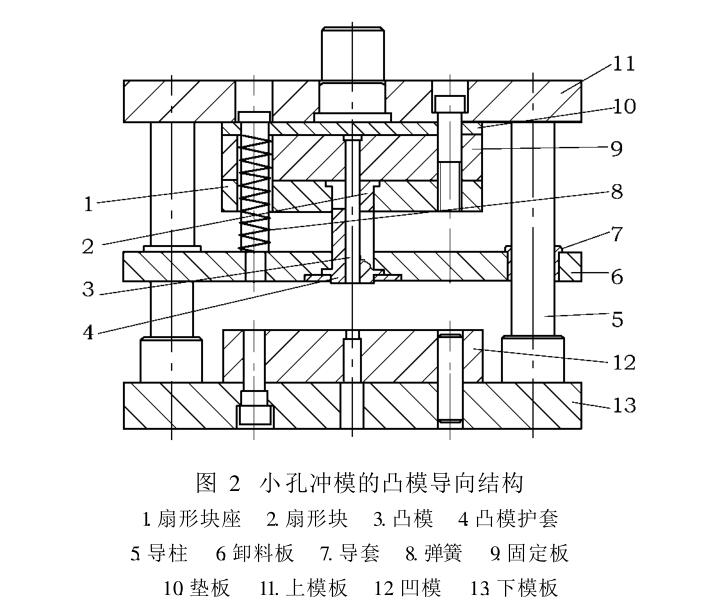
5,安装冲针维护套。
冲针维护套是如今最遍及并且最高效的防止冲针开裂变形的一种计划,图中所示是一种维护套模具的结构图,我们在设计模具的时分可以参阅下。
假如在产品批量比较大的状况下,处理并实现厚板冲小孔,能够极大的提高产品出产功率,下降成本,实现效益的最大化。 |