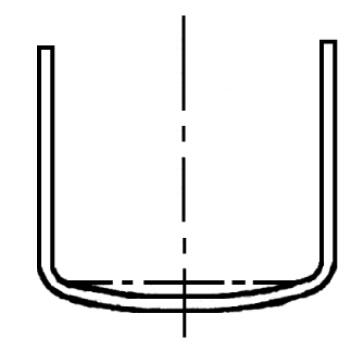
常见的U形冲压折弯件的底部,有时会发作如图所示的底部不平、兴起的状况。那么呈现这种状况应该怎么办呢?
呈现底部不平、兴起现象的原因,大都是因为在冲压折弯进程的最终,没有运用顶料板,而是仅依托凹模底部进行压料造成的。不运用顶料板进行U形冲压折弯时,从冲压开端到最终成形,板料与凸模底部是在没有紧紧贴合的状况下进行冲压加工的。这样就不可能使材料得到完全的塑性变形,往往使U形冲压件底部是兴起状况。
下图所示为板料在冲压进程中的变形状况。
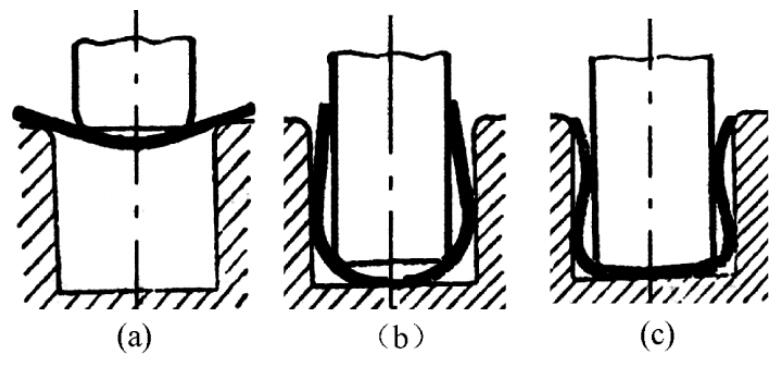
图中a所示表示当凸模开端下压刚与板料接触时,板料在凸凹横圆角施加的压力下发作折弯,这时板料脱离凸模的顶面而兴起。
图中b所示则表示在凸模进入凹模而继续进行折弯的进程中,尽管板料在凹模圆角的作用下发作折弯,但凸模下面开始构成的兴起状况。因为没有顶料板的说服,却不再发作显着的改变。
图中c中所示,当凸模压至底部,即折弯进程的最终阶段,由凸横和凹模底部将兴起部位压平,而在折弯结束、工件从冲压模具中取出时,被压平的兴起部分因回弹而得到康复,使底部仍有不平、兴起的折弯变形残留下来。
带有顶料板的冲压模具能防止这种现象的发作,如下图所示。
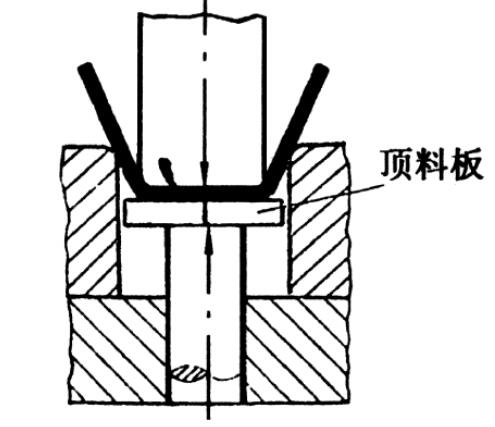
显然,从折弯进程一开端,顶料板便对板料施加足够的压力,使板料不会因为脱离凸模顶面而兴起,同时在折弯的最终阶段,即在凹模底部起到镦压的作用,这样就能取得较理想的底部平服并且两边折弯良好的制件,不至于呈现底部兴起或底部虽平坦而两边外张的状况。 |
