冲压毛刺问题对五金冲压件质量问题存在严重的影响,同时形成单件精度误差然后引起焊装装置不良问题,因而处理毛刺问题刻不容缓。作为一名冲压工艺师,有必要了解毛刺发作的原因,掌握毛刺问题的处理方案,能够做到前期预防及后期对策,将毛刺操控在最小范围内。
1 毛刺发作的原因。
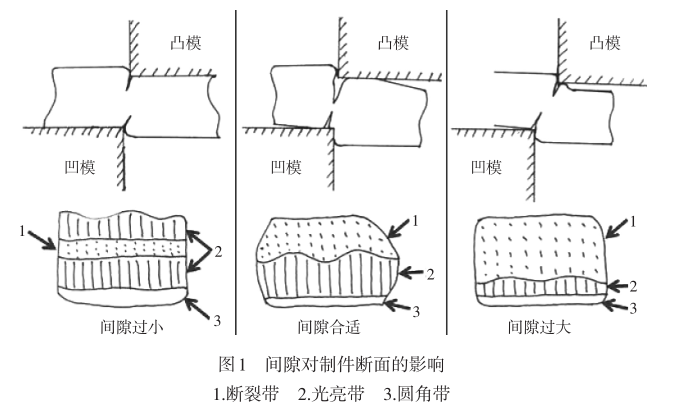
剖析冲裁进程资料经历弹性变形和塑性变形,之后进入断裂别离阶段。当刃入开始时,凸凹模刃口附近资料发作裂纹,跟着刃入量添加,上、下侧裂纹不断向资料内部扩展当刃口空隙设置合理时,上下裂纹重合,板料正常断裂别离;当刃口空隙设置不合理时,上下裂纹不重合,则会发作冲压毛刺。由此得出结论冲裁空隙是形成冲压毛刺问题的直接原因。
2 操控冲压毛刺的办法。
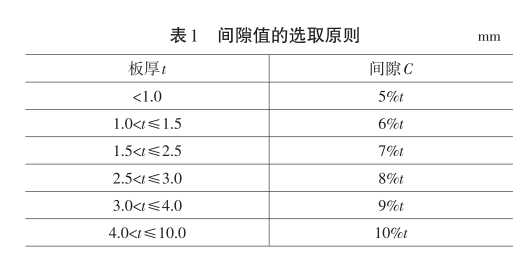
2.1 冲裁空隙的选取。冲裁空隙的选取是影响毛刺问题的首要因素,空隙过小或者过大都会形成毛刺问题的发作,一般而言依据板厚的不同,刃口的空隙值选取不同,如表1所示。
2.2 数控加工准则。冲裁空隙是影响毛刺问题的直接原因,而冲裁空隙的精度首要取决于数控加工工艺。刃口加工装置进程,首要对刀块装置面粗加工到位,镶块一次组装完毕后(暂不装销钉),进行型面粗加工;继而整体热处理后,对刀块装置面精加工到位,镶块进行火后二次组装(装置销钉),进行型面精加工。在刀块热处理前应留加工余量,热处理后加工至理论冲裁空隙。
2.3 模具资料选取准则。修边刀块需要有足够的强度及耐磨损度,进而保证满意批量出产。刀块原料挑选一般为Cr12MoV,精加工前进行火焰淬火(空冷),热处理后理论硬度值为53~57HRC。硬度值不足时出产进程易发作磨损形成空隙值偏大,而硬度值过大时,刀块韧性降低,精加工进程易发作崩刃出现锯齿刃口。
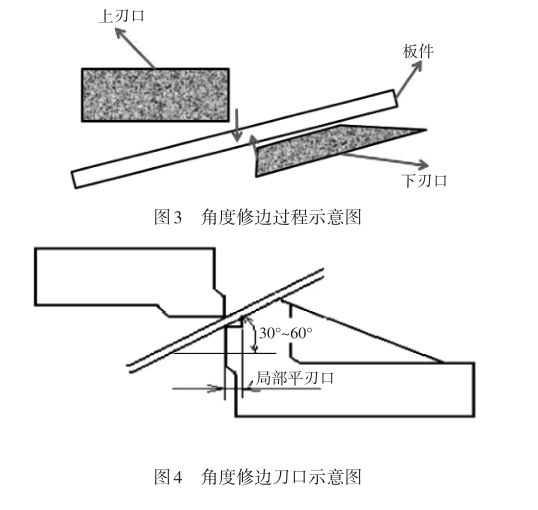
2.4 修边视点的挑选。当上下模刃口存在必定的夹角时,板材的上裂纹为竖直方向,而下裂纹为笔直于板材平面的方向,如图3所示。这样导致上下裂纹无法重合,极易发作毛刺。当修边视点过大时挑选添加斜楔的方法来保证笔直切断;假如模具结构无法添加斜楔,则在视点刃口部位做出部分平台,平台宽度一般为3倍料厚,此刻冲裁空隙需要趋于0,样保证修边进程上下裂纹均是竖直方向,如图4所示。以上为操控毛刺问题的一般办法,在现场出产进程中毛刺发作的原因是杂乱多样的,部分冲压毛刺问题成为疑难杂症,长时间无法处理。下面针对现场典型事例进行剖析,对问题的整改思路进行描绘。 |
