


行业动态
| 电机转子的冲压模具应该怎么规划 |
| 2019-03-29 |
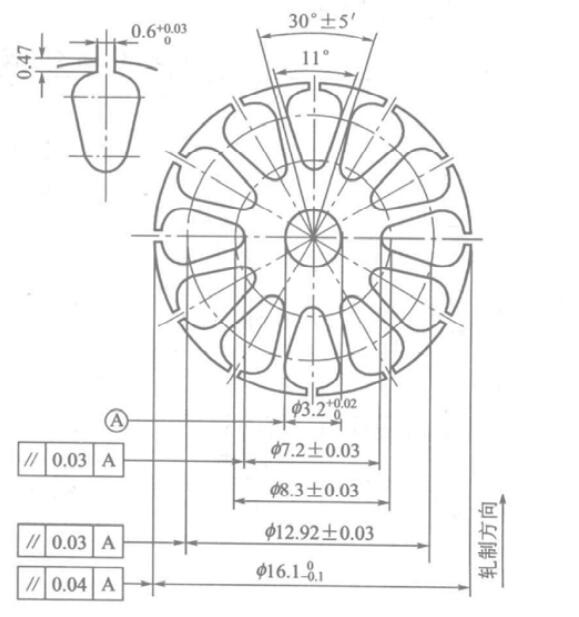
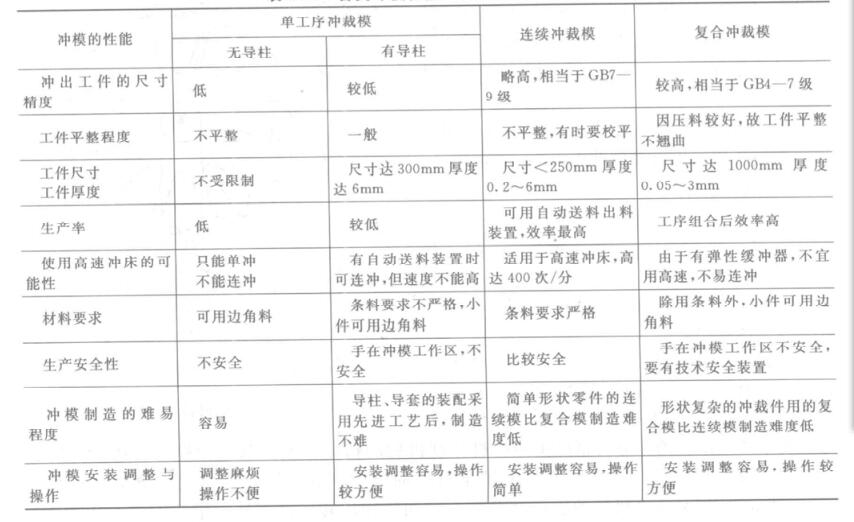
微电机转子在冲压件里面属于比较常见的一类。他们特色主要是产品的尺度要求比较高,除外径尺度要求一般外,其余的尺度公役均为比较精密的精度,需要选用精度高的的冲压模具,才干满足转子的尺度要求。冲压转子的模具规划一般有如下几种计划。 ②一次冲压多个槽:先冲出垫圈毛坯,然后在一次冲压一切槽。 ③接连模具:冲轴孔、冲槽(悉数)、落料三工序接连冲压。 ④复合模具:运用复合模具,将轴孔、槽形及外形一次性冲出来。 单槽冲模一般安装于出产电机的专用冲压设备――冲槽机上。冲模结构简略,容易制作,使用较广,适用于槽形大小一致的电机微电机转子零件定、转子片出产。槽形分度精度由冲槽机分度机构的精度保证。单槽冲模能够达IT9的分度精度。 国内有的厂家选用经选配补偿轴承滚柱的分度盘和外圆定位结构,槽距精度高达士0.002mm。据某些电机厂的出产经验,上述四种冲压转子的方法,槽分度都可达到IT9的精度。 冲槽即冲孔。转子槽形中的三个同心圆,相当于槽形孔中心距,其公役参阅各类冲压模具功能和运用情况可知,要满足高精度的孔中心距,需选用槽形孔一次一起冲出的高精度冲模。显然,逐槽冲的单槽模就受到限制不能选用,只能在一切槽形一次冲出的多槽模、接连模及复合模这三类冲模中选用适宜的一种。 产品上孔的不同轴度(分别为0.03~0. 04mm),可视为孔对外缘概括的偏移公役,因为都是按轴孔定位冲出的。这样高的精度,从各类冲压模具功能和运用情况可看出,只有选用高档精度的复合模才干满足(其公役为±0.015),其他型式冲模冲出的孔对外缘概括的偏移公役均大于产品要求的不同轴度。 |
版权所有:合肥市智德工贸有限责任公司 皖ICP备18022218号-1